|
"Bölckstoff-Bleifrei" Erst seit der
Evolution-Generation ab 1984 dürfen Text:Winni
Scheibe
|
|
|
|
|
|
Die
Umweltgesetze haben die Amis zwar nicht erfunden, doch Vorreiter waren
sie allemal. Bereits Ende der sechziger Jahre verboten die Behörden in
den USA und Kanada den Verkauf von verbleitem Superbenzin. Nun müsste
man eigentlich annehmen, die einheimischen Fahrzeughersteller hätten
umgehend darauf reagiert. Doch wie so oft im Leben geht nicht alles von
heute auf morgen. Auch bei der Traditionsmarke Harley-Davidson in
Milwaukee nicht. Erst seitdem das Werk Anfang der achtziger Jahre die
Evolution-Generation eingeführt hat, dürfen die dicken "Vau"-Motoren
mit bleifreiem Sprit befeuert werden. |
|
|
Panhead- oder Shovelheadfahrer sind die Gelackmeierten. Es sei denn, sie lassen die Zylinderköpfe auf Bleifrei-Betrieb umrüsten. Spezialist auf diesem Gebiet ist die Firma USM in Langenhagen bei Hannover. "Seit Anfang der Neunziger bauen wir Zylinderköpfe von Harleys ab Baujahr 1948 (ältere Modelle auf Anfrage) für den Betrieb von bleifreiem Sprit um. Der Zustand, in dem sich aber die angelieferten Köpfe befinden, ist sehr unterschiedlich", erzählt die Werkstattcrew aus ihren Erfahrungen. "Das Spektrum reicht von einwandfrei bis zu vollkommen ramponierten Bauteilen. Aber auch in solchen Fällen können wir helfen, sie werden bei uns komplett restauriert."
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Zuerst werden die Ventilführungen erneuert. Um sie - ohne folgenschwere Beschädigung im Zylinderkopf zu hinterlassen - herauspressen zu können, wird der Zylinderkopf im Heizofen erhitzt. Ist er gut durchgewärmt, lassen sich Ein- und Auslassführungen problemlos rausdrücken. Inzwischen haben sich im flüssigen Stickstoffbad die neuen Messing-Ventilführungen abgekühlt. Durch die warm/kalt-Behandlung der Bauteile, lassen sich die neuen Führungen nun ohne Mühe einziehen. Hat der Zylinderkopf normale Temperatur erreicht, sitzen sie "bombenfest". Abschließend wird die eingesetzte Ventilführung auf das Laufspiel der neuen Edelstahl-Ventile gehohnt.
|
|
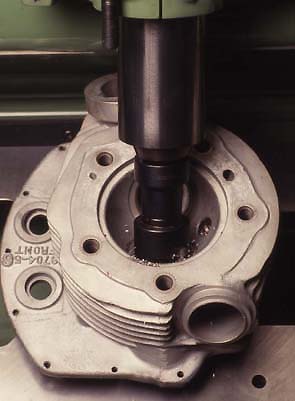 |
Erst jetzt werden die alte Ventilsitze - bei den Panheads sind sie aus Bronzeguss - ausgefräst. Die neue Ventilführung dient hierbei als exakte Führung für das Werkzeug. Als nächstes erfolgt das Ausmessen sowie Einpassen der neuen Ventilsitzringe aus Chrom-Nickel Stahl. Die Bohrungen im Zylinderkopf müssen exakt auf das Passmaß - es liegt im hundertstel Bereich - entsprechend ausgespindelt werden.
|
| Zum Einsetzen der bleifreiverträglichen Sitzringe wird der Zylinderkopf - genau wie beim Austausch der Ventilführungen - noch einmal im Heizofen erhitzt und die neuen Ventilsitzringe im flüssigen Stickstoff abgekühlt. Hat sich der Zylinderkopf aufgrund der hohen Temperatur "ausgedehnt" und die Ventilsitze in der Kälte "zusammengezogen", lassen sie sich mit einem Aufnahmewerkzeug einsetzen. Nach Temperaturangleichung haben die Ventilsitze festen Halt im Zylinderkopf. |
|
|
Sind die Sitze gefräst und die neuen Ventile sorgfältig eingeschliffen, werden vor der endgültigen Montage alle Bauteile noch einmal gründlich gereinigt. Bedenkt man, dass im Laufe der Betriebszeit sowieso mal eine Zylinderkopf-Überholung fällig wird, kann man bei dieser Arbeit die Umrüstaktion gleich mit durchführen lassen. Die Kosten für diese Aktionen erhält man auf Anfrage im jeweiligen Spezialbetrieb. |
|
|
|
|
| Kontakt: USM Nürnberger Straße 8 30855 Langenhagen Tel.: 0511 74 10 28 www.usm-motorcycles.de |
|